

Caractéristiques du produit
Structure physique du produit
La forme sous laquelle est emboîté 1e produit a une grande influence dans les transferts de chaleur au cours de la stérilisation.
Quand 1e produit est liquide ou emboîté avec une proportion importante de liquide, la chaleur est transmise essentiellement par convection.
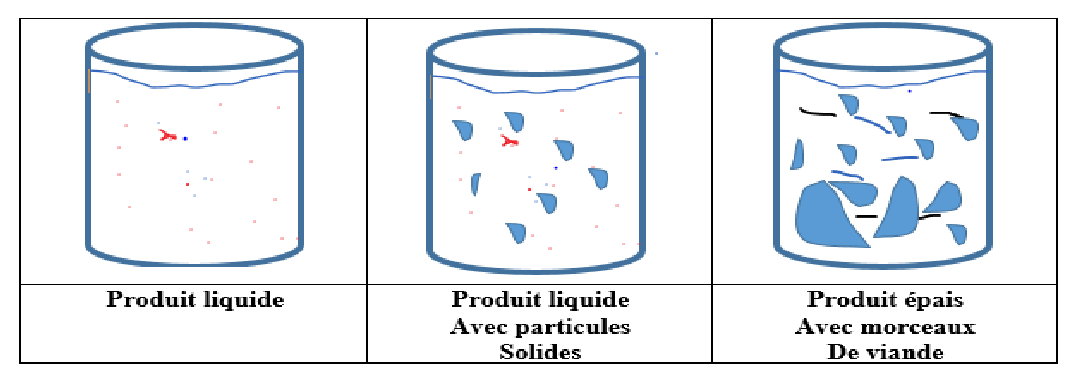

Transfert chaleur par convection
L'addition des liants, même en faible quantité, modifie de façon notable les échanges thermiques ; en chauffant, ils ont tendance à augmenter la viscosité de la sauce ou du liquide de couverture et donc à ralentir 1a propagation de 1a chaleur.
Dimensions du récipient
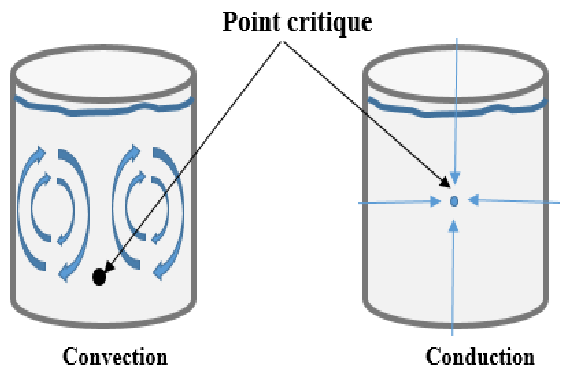
La chaleur est transmise au contenu à travers la paroi du récipient et pénêtre plus
ou moins vite à l'intérieur du contenu jusqu'au point le plus lent à s'échauffer.
La position de celui-
C'est ce point critique qui doit recevoir 1e traitement thermique minimal indispensable et c'est la température en ce point qu'il faut prendre pour base de toute étude sur la stérilisation.
Plus le récipient est grand et plus la pénétration de chaleur jusqu'au point critique est ralentie. Elle dépend de la dimension la plus faible de la boite. Ainsi, pour des boites cylindriques, Si la hauteur est supérieure au diamètre, la vitesse de pénétration est proportionnelle au carré du rayon.
Pour les produits s'échauffant par convection, le volume du récipient et sa forme influent moins sur les transferts de chaleur que pour ceux s'échauffant par conduction.
Le remplissage
Taux de remplissage du récipient
Un remplissage excessif comme un remplissage insuffisant peuvent porter préjudice au produit fi ni. Le premier cas présente toutefois le maximum de risques. Un remplissage trop important, voire à reflux, s’oppose aux mouvements de convection lors de la stéri1isation et de ce fait, ralentit la vitesse de pénétration de la chaleur. De plus, lors du traitement thermique, le contenu comme le contenant se dilatent, mais pas dans les mêmes proportions. Plus la température est élevée, plus la dilatation augmente, et, comme les liquides qui se dilatent sous l'effet de la chaleur sont incompressibles, ils forcent sur le couvercle ou la capsule au risque de provoquer une perte d'étanchéité.
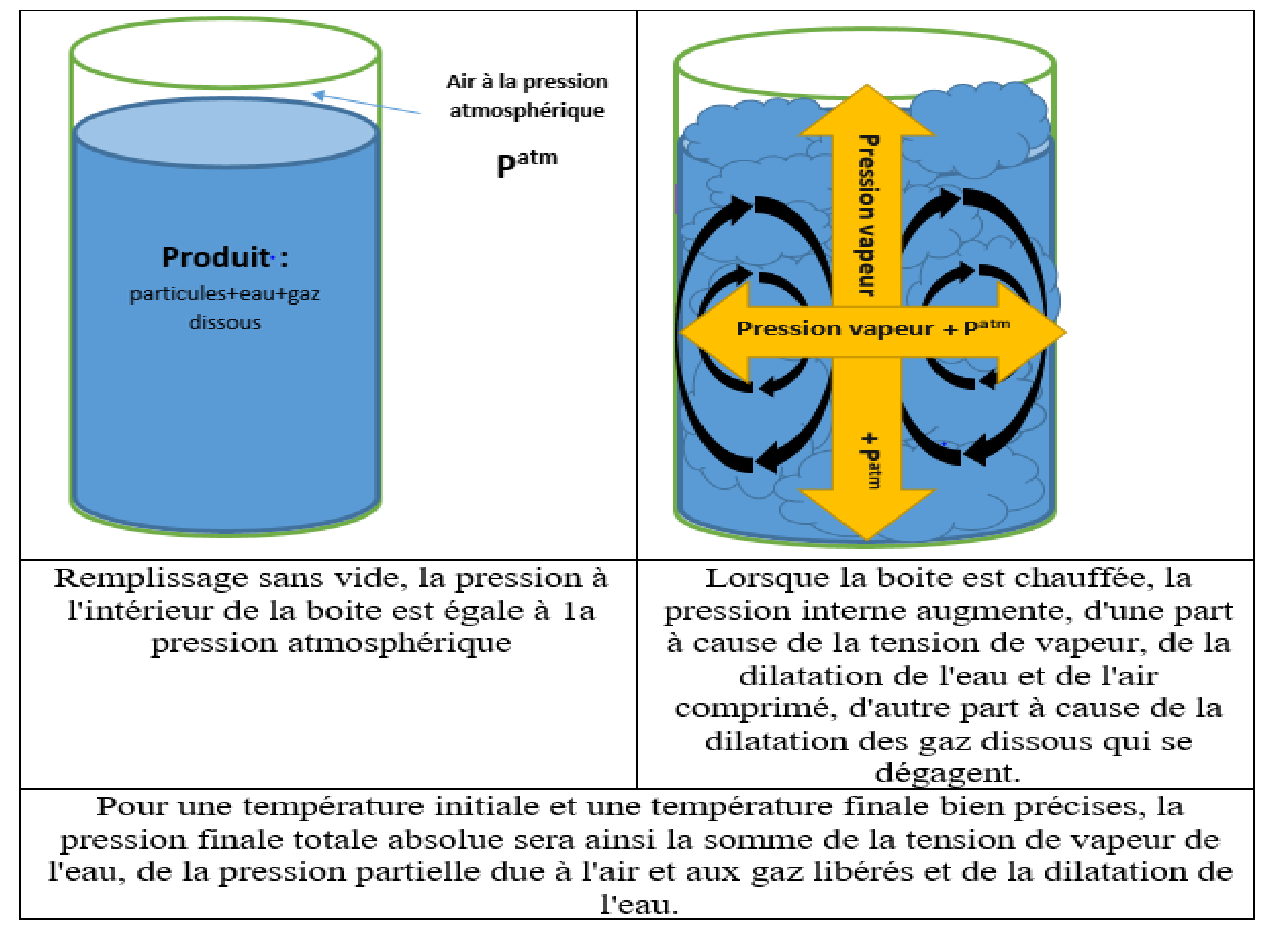
Espace libre et pression interne
La pression intérieure du récipient dépend entre autres facteurs de la température initiale de remplissage et de la température finale atteinte.
Lorsque l’on renferme un produit alimentaire dans un récipient et qu'il subit une stérilisation, l'augmentation de température provoque une augmentation de la pression interne.
Si la pression intérieure dépasse la valeur critique du récipient, les sertis sont soumis à un effort excessif, ce qui peut provoquer des fuites et des déformations irréversibles des fonds.
Par la fermeture à chaud, on diminue donc la pression de 350 g et par voie de conséquence les risques de déformations irréversibles. En fait, pour faire baisser la pression intérieure lors de la stérilisation, nous pouvons jouer effectivement sur la température initiale du produit, mais nous ne devons pas oublier le rôle important de l'espace libre, surtout dans le cas des bocaux, plus sensibles à une surpression intempestive.
Le calcul montre que la pression interne à 110°C est de 1,6 kg pour une boîte (850 cm3) fermée à l0°C et de 1,250 kg pour la même boîte fermée à 60°C.
La valeur souhaitable de l'espace libre se situe entre 7 et 10 %. Cet espace libre sera d'autant plus efficace qu'il se doublera d'un espace vide pour éviter la surpression due à l'air emprisonné dans le récipient. A ce niveau, intervient également la température initiale.
L'arrivée d'eau froide dans l'autoclave provoque la condensation de la vapeur d'eau, donc un abaissement important de la pression de l'autoclave alors que la pression reste élevée dans la boite. Pour éviter cette différence de pression qui conduirait à un éclatement des boites par surpression intérieure, il faut introduire, en même temps que l'eau froide, et par l'intermédiaire d'un système de régulation, de l'air comprimé. Les boites subissent ainsi le refroidissement à la même pression que celle à laquelle elles ont été stérilisées.
Température initiale du produit au début du traitement thermique
Ce qui importe dans le principe de la stérilisation est beaucoup moins la température finale atteinte par le produit que le temps pendant lequel il a été maintenu à cette température.
Compte-
La température minimale conseillée est de 60°C. Il est donc judicieux de procéder soit à un préchauffage du produit, soit un remplissage à chaud, soit un jutage bouillant dans le cas des conserves comportant une proportion importante de liquide par rapport au solide, soit enfin à un préchauffage avant sertissage.
Outre son importance pour l'élaboration d'un barême de stérilisation, la température initiale joue un rôle important dans la pression interne lors de l'autoclavage.
Nature des échanges thermiques conduction -
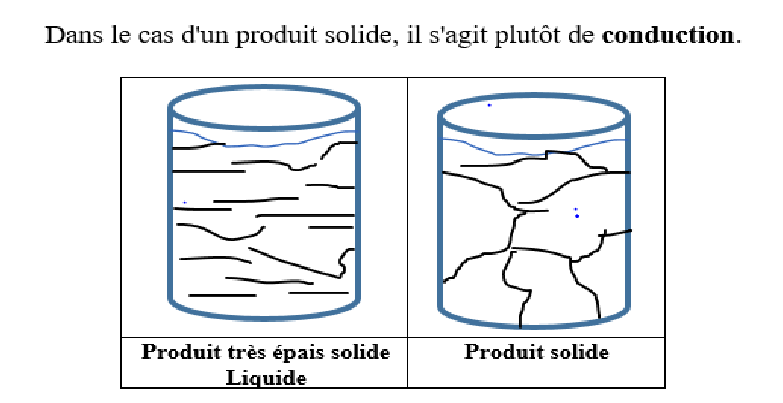
Un des paramètres importants influant sur la stérilisation est la vitesse de pénétration de la chaleur au point critique du produit. La structure physique du produit joue donc un rôle très important pour les transferts de chaleur entre le milieu chauffant et la denrée. Ce transfert se fait par conduction ou par convection.
La conduction est la transmission de la chaleur de proche en proche, d'une molécule à l'autre. La convection est la transmission de la chaleur par l'intermédiaire d'un fluide en mouvement au sein duquel des portions de matière peuvent se déplacer les unes par rapport aux autres. Le chauffage de ce milieu hétérogène crée des courants qui induisent un brassage énergique. Ce phénomène permet une l’élévation plus rapide de la température de l'ensemble du produit.
Une faible variation dans la composition d'une sauce, peut avoir des conséquences importantes sur un barême de stérilisation quelques pourcents de liants, d'amidon, de matière grasse et épaississants divers modifient parfois de façon considérable la vitesse des échanges thermiques.